

作者:華威機械 發(fā)布時(shí)間:2020-07-31 08:12:51 瀏覽次數:217次

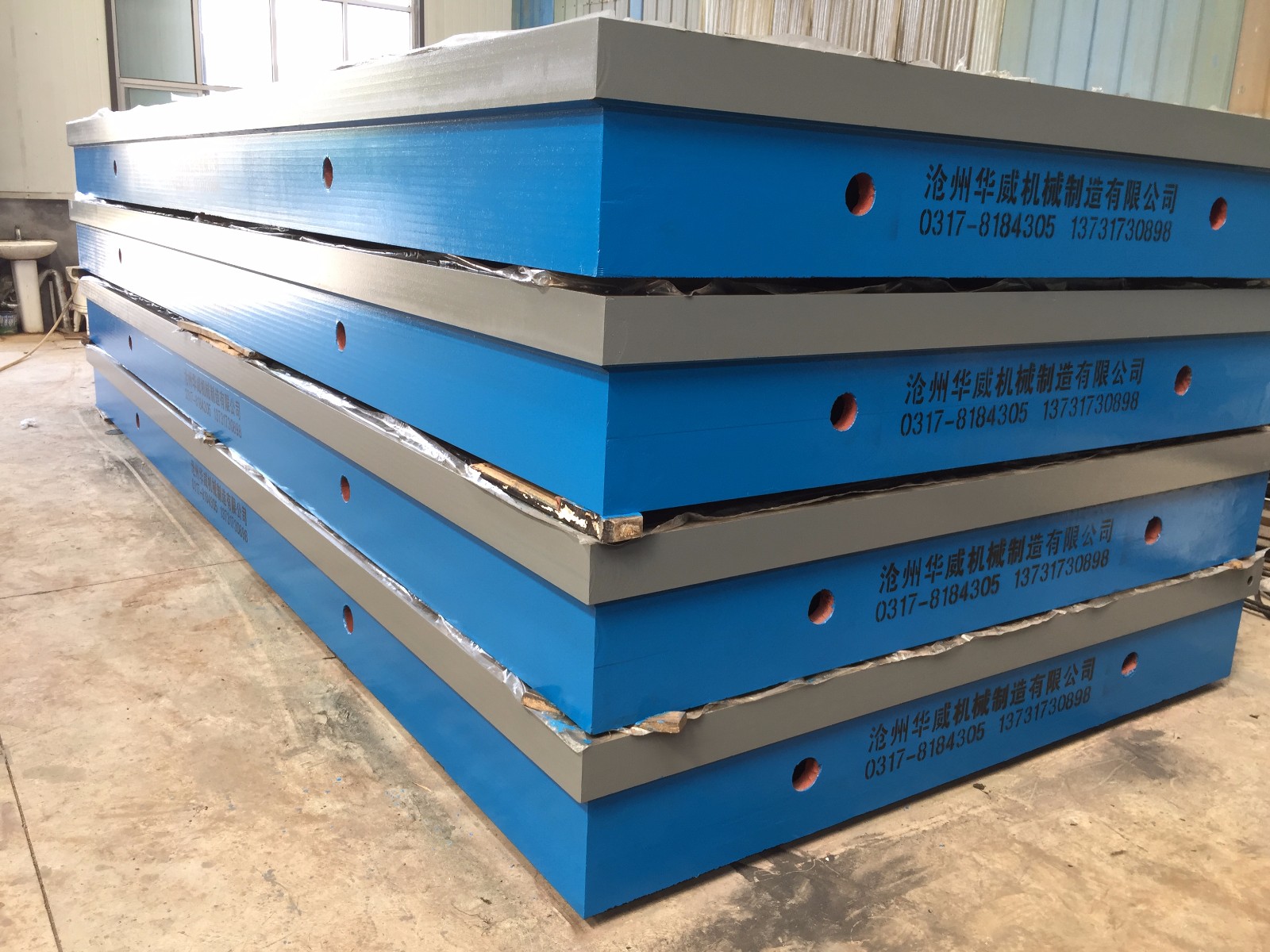
T型槽平臺“槽”的制作工藝按照在鑄鐵平板的端面和上平面已經(jīng)畫(huà)好的加工線(xiàn)找正在裝夾平板。用切用切槽刀刨出直角槽。如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時(shí),粗刨和精刨兩次刨出直角槽。T型槽平臺的“槽”主要用來(lái)固定工件的,T型槽平臺的槽常用的開(kāi)口為28,22的開(kāi)口。
按照在鑄鐵平板的端面和上平面已經(jīng)畫(huà)好的加工線(xiàn)找正在裝夾平板。
用切槽刀刨出直角槽。如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時(shí),粗刨和精刨兩次刨出直角槽。
3
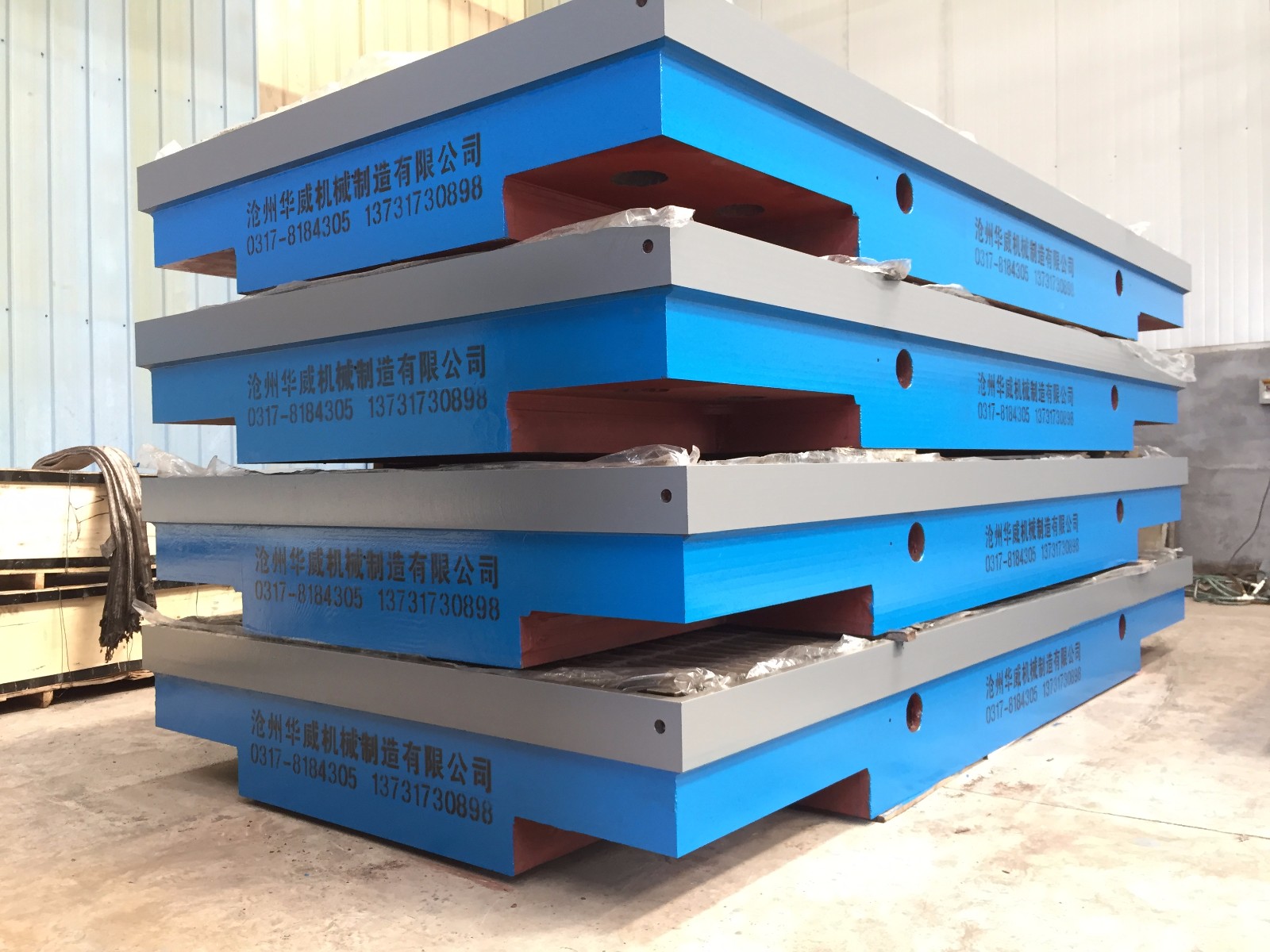
刨側面左右凹槽。加工前,用鑄鐵直角尺或鑄鐵方尺檢查彎頭切刀切削刃與鑄鐵平板頂面是否垂直,若不垂直,則應重新調整刀具到垂直為止。然后用彎頭切刀分別刨削左右側面的凹槽。
4
倒角。用兩個(gè)主偏角均為45°的尖頭刨刀倒角。
注意事項
刨T型槽的凹槽時(shí),切削用量要求,并且要用手動(dòng)走刀,以免損壞刀具和工件。
在刨削T型槽過(guò)程中要注意刀具的非切削部分不要與鑄鐵平板發(fā)生摩擦或碰撞,以免造成事故或產(chǎn)生廢品。
每次切削行程的終了、回程開(kāi)始之間,要切刨刀抬出槽處。因此,前后越程都應該適當放大,以便有較充足的進(jìn)間和空間抬刀或落刀。






Copyright ? 2023-2024 http://absolutgijon.com All Rights Reserved 滄州華威機械制造有限公司 冀ICP備13008266號-2
