

作者:華威機械 發(fā)布時(shí)間:2020-05-29 09:18:32 瀏覽次數:60次
鑄鐵平臺機械加工工藝流程分為幾個(gè)步驟
鑄鐵平臺機器加工工藝流程的訂定,一樣通常可分為兩個(gè)步調。起 是訂定鑄鐵平板加工的工藝門(mén)路
,然后再確定每一道工序的所用設置裝備部署、工序尺寸和工藝裝備以及工時(shí)定額、切削范例等。
這兩個(gè)步調是相互接洽的,應舉行綜合闡發(fā)。
1、先加工基準面
零件在加工歷程中,作為定位基準的外貌應起 加工出來(lái),以便盡快為后續工序的加工提供精基
準。稱(chēng)為“基準先行”。
2、分別加工階段
加工質(zhì)量要求高的外貌,都分別加工階段,一樣通常可分為粗加工、半精加工和精加工三個(gè)階
段。重要是為了包管加工質(zhì)量;有利于公道利用設置裝備部署;便于擺設熱處置處罰工序;以及便
于時(shí)發(fā)明毛坯缺陷等。
3、先孔背面
對付方箱體、支架和連桿等零件應先加工平面后加工孔。如許就可以以平面定位加工孔,包管
平面和孔的位置精度,并且對平面上的孔的加工帶來(lái)方便。
4、重要外貌的光整加工(如珩磨、研磨、精磨等),應放在工藝門(mén)路末了階段舉行,以免光整
加工的外貌,由于工序間的轉運和安置而受到毀傷。
上述為工序擺設的一樣通常環(huán)境。有些詳細環(huán)境可按下列原則處置處罰。
(1)為了包管鑄鐵平臺的加工精度,粗、精加工 好離開(kāi)舉行。由于粗加工時(shí),切削量大,工
件所受切削力、夾緊力大,發(fā)熱量多,以及加工外貌有較明顯的加工硬化征象,工件內部存在著(zhù)較
大的內應力,要是粗、粗加工一連舉行,則精加工后的零件精度會(huì )由于應力的重新漫衍而很快喪失
。對付某些加工精度要求高的零件。在粗加工之后和精加工之前,還應擺設低溫退火或時(shí)效處置處
罰工序來(lái)內應力。
(2)公道地選用設置裝備部署。粗加工重要是切失大部門(mén)加工余量,并不要求有較高的加工精
度,以是粗加工應在功率較大、精度不太高的機床上舉行,精加工工序則要求用較的機床加
工。粗、精加工分別在差另外機床上加工,既能充實(shí)發(fā)揮設置裝備部署本領(lǐng),又能延伸細密機床的
利用壽命。
(3)在機器加工工藝門(mén)路中,常擺設有熱處置處罰工序。熱處置處罰工序位置的擺設如下:為
改進(jìn)金屬的切削加工性能,如退火、正火、調質(zhì)等,一樣通常擺設在機器加工進(jìn)步輦兒。為內
應力,如時(shí)效處置處罰、調質(zhì)處置處罰等,一樣通常擺設在粗加工之后,精加工之進(jìn)步輦兒。為了
進(jìn)步零件的機器性能,如滲碳、淬火、回火等,一樣通常擺設在機器加工之后舉行。如熱處置處罰
后有較大的變形,還須擺設 加工工序(精磨)。
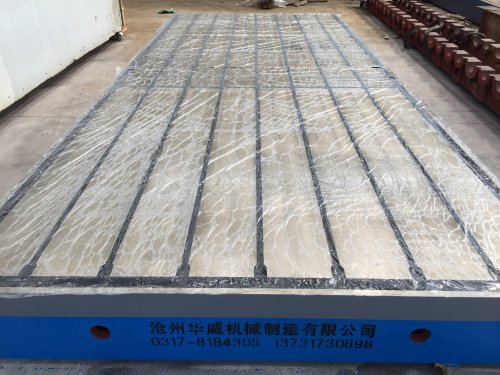
鑄鐵平臺作業(yè)面的平面度是衡量平板質(zhì)量的 要精度指標。按平板作業(yè)面平面度的公役答應值斷
定出平板 級別,因而有 注重鑄鐵平板作業(yè)面平面度的檢定。鑄鐵平板平面度檢定的 度是鑄鐵平板
運用質(zhì)量的。 線(xiàn)點(diǎn)安置、重合度、檢定工件的不斷定度、檢定方法、鑒定準則、數據處理是鑄
鐵平板平面度檢定 度的要害。鑄鐵平板作業(yè)面平面度檢守時(shí)留意這些疑問(wèn),有助于檢定質(zhì)量的進(jìn)步
。
1、粘土砂濕砂外型技術(shù)的出產(chǎn)實(shí)踐標明,具有成本低、污染小、、質(zhì)量好等長(cháng)處的
射壓、氣沖外型和靜壓外型等高度機械化、自動(dòng)化、濕度外型技術(shù),將變成中國往后中、小
型鑄件出產(chǎn)的主要開(kāi)展趨勢。
2、樹(shù)脂砂外型造芯技術(shù)經(jīng)過(guò)無(wú)或少污染的粘結濟、催化劑,研討與之配套的環(huán)保處理設備
,廣泛應用和開(kāi)展樹(shù)脂自硬砂、冷芯盒自硬技術(shù)、溫芯盒法及殼型(芯)法。樹(shù)脂泛外型技術(shù)的商
品鑄鐵平板,鑄鐵方箱,彎板等。
3、水玻璃砂外型造芯技術(shù)研討水玻璃的凈化及改性以進(jìn)步其粘結性能,新型水玻璃砂舊砂
回用技術(shù)及設備,進(jìn)一步推行酯硬化水玻璃砂在中大型鑄鐵平板上的應用。
4、鍛造涂料擴展和加強搬運涂料、外表合金化涂料的應用和機理研討。鑄鐵平板作業(yè)面的
平面度是指容納平板實(shí)踐作業(yè)面且間隔為 小的兩平行平面間的間隔,其值可按對角線(xiàn)法、環(huán)線(xiàn)法的
檢定結果進(jìn)行“基面改換”求得。
利用樹(shù)脂砂型鑄造機床床身鑄件的優(yōu)點(diǎn):
一、樹(shù)脂砂型剛度好,澆注初期砂型這就有條件利用鑄鐵凝固過(guò)程的石墨化膨脹,
地縮孔、縮松缺陷,實(shí)現灰鑄鐵、球墨鑄鐵件的少冒口、無(wú)冒口鑄造。
二、實(shí)型鑄造生產(chǎn)中采用聚苯乙烯泡塑模樣應用呋哺樹(shù)脂自硬砂造型。當金屬液澆入鑄型時(shí),
泡沫塑料模樣在高溫金屬液作用下氣化,燃燒而消失,金屬液取代了原來(lái)泡沫塑料所占據的位
置,冷卻凝固成與模樣形狀相同的實(shí)型鑄件。
三、相對來(lái)說(shuō),消失模鑄造對于生產(chǎn)單件或小批量的汽車(chē)覆蓋件,機床床身等大型模具較之傳
統砂型有很大優(yōu)勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產(chǎn)周期,提高了生產(chǎn)
效率,具有尺寸,加工余量小,表面質(zhì)量好等優(yōu)勢。
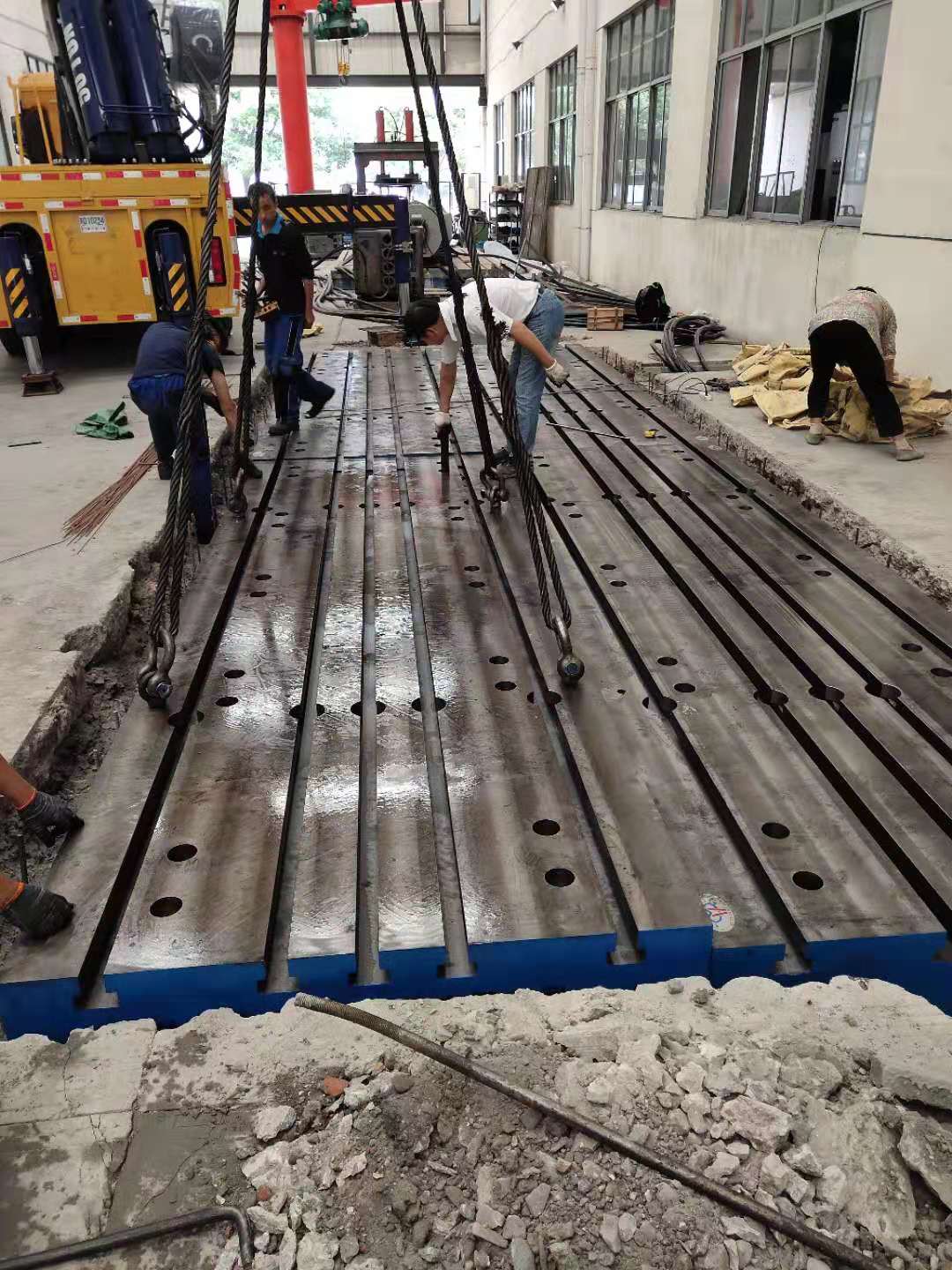
四、機床床身加工,機床床身一般采用大型機加工,龍門(mén)刨床 龍門(mén)銑床均可。比如一套
2*8米龍門(mén)銑、刨床床身(床身總體長(cháng)度達到16米),鑄造時(shí)分成兩節來(lái)鑄,粗加工時(shí)也可分兩次進(jìn)
行。
精加工時(shí),可把它們連接到一起,利用本廠(chǎng)3.5*16米的龍門(mén)刨床整體加工,了16米床身整
體的直線(xiàn)度和機床的 后加工精度。
機床鑄件的材質(zhì)為 的鑄鐵HT250-300,,使用壽命長(cháng),廣泛用于儀器儀表、電
子、輕工、標準件、軸承業(yè)、汽配行業(yè)等零部件的加工,特別適合有色金屬。
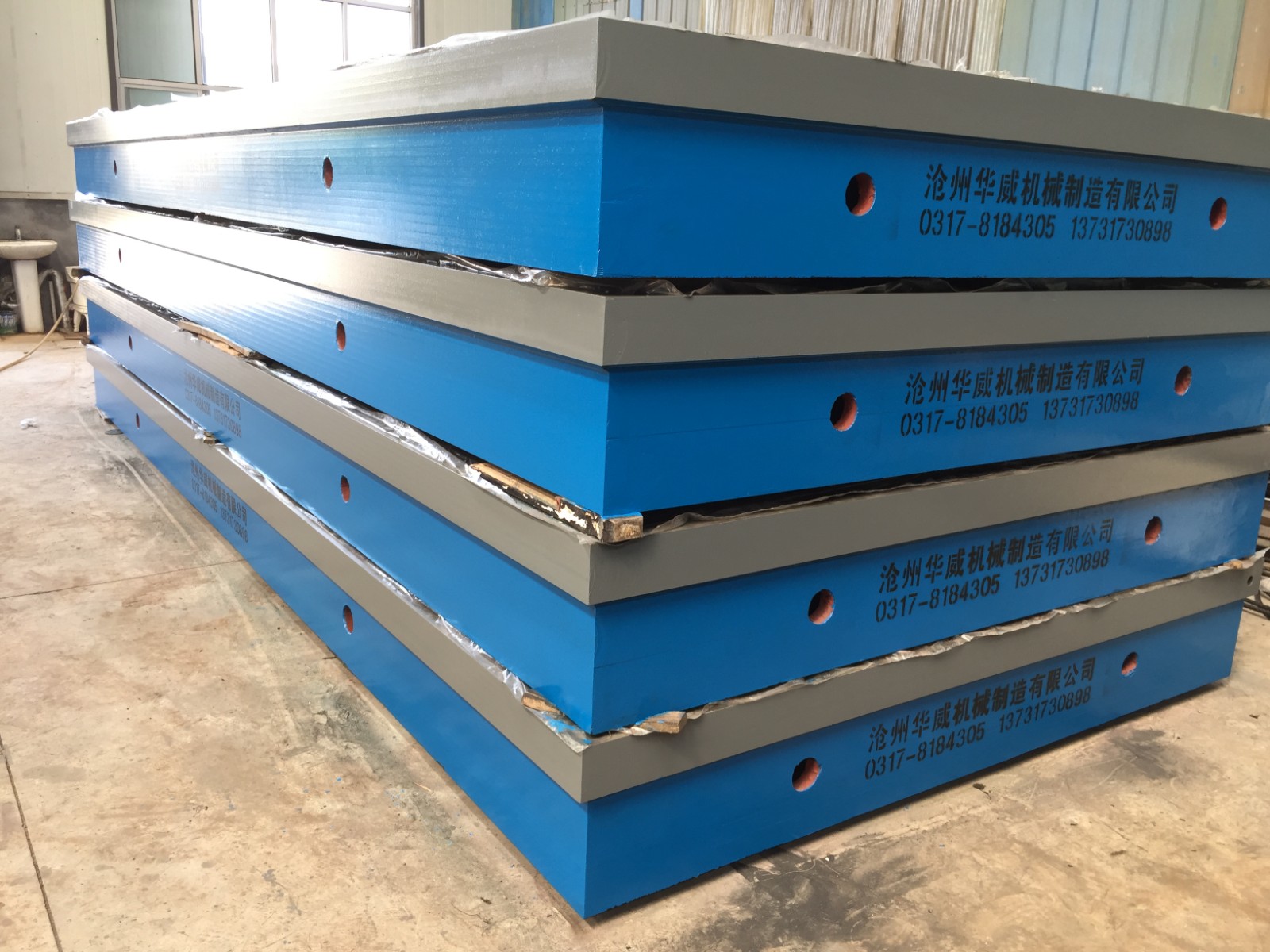
機床床身的生產(chǎn)采用一條的樹(shù)脂砂生產(chǎn)線(xiàn),均采用樹(shù)脂砂、消失模鑄造,尺寸,均
勻一致,不扣箱,鑄件無(wú)飛邊、毛刺;表面光滑度接近鑄造,內部結構穩定。機床床身的整個(gè)
生產(chǎn)過(guò)程 ,環(huán)保,可以排除或降低了砂眼、氣空等鑄造缺陷。
我公司作為鑄鐵平板,鑄鐵平臺,劃線(xiàn)平臺,劃線(xiàn)平板,鑄鐵平板,鑄鐵平臺,劃線(xiàn)平臺,劃線(xiàn)平
板生產(chǎn)商,可根據用戶(hù)的需求和工況,提供從現場(chǎng)調查-圖紙設計-產(chǎn)品生產(chǎn)-驗收出廠(chǎng)-調試安
裝為一體的綜合型解決方案。歡迎廣大客戶(hù)來(lái)電咨詢(xún)






Copyright ? 2023-2024 http://absolutgijon.com All Rights Reserved 滄州華威機械制造有限公司 冀ICP備13008266號-2
