

作者:華威機械 發(fā)布時(shí)間:2022-11-12 08:45:46 瀏覽次數:118次
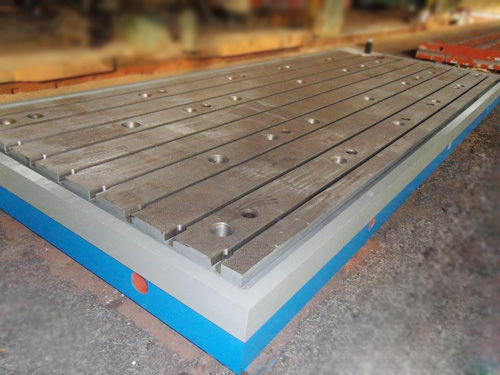
鑄鐵平臺精度損壞一般要采用人工刮研,人工刮研是利用刮刀、基準表面、測量工具和顯示劑,以手工操作的方式,邊研點(diǎn)邊測量,邊刮研加工,使鑄鐵平板達到工藝上規定的尺寸、幾何形狀、表面粗糙度和密合性等要求的一項精加工工序。
人工刮研鑄鐵平臺使用的工具簡(jiǎn)單,通用性比較強,加工余量少,而達到的精度 高,因此 地應用在鑄鐵平板的制造及的修理工作中。通常機床的導軌、拖板,滑動(dòng)軸承的軸瓦都是用刮研的方法作精加工而成的。
人工刮研是鑄鐵平臺精度平面加工的方法之一,其目的是為了降低表面的粗糙度值,提高接觸精度和幾何精度,從而提高鑄鐵平板平面度整體的配合剛度、潤滑性能、機械效益和使用壽命;如果僅用平面磨床和導軌磨床加工是難以達到 效果的。人工刮研 是 機床設備和鑄鐵平板、工量具所的加工工藝。
鑄鐵平臺精度損壞的維修方法:
1、粗刮:若鑄鐵平臺表面比較粗糙、加工痕跡較深或表面嚴銹、不平或扭曲、刮削余量在0.005mm以上時(shí),應先粗刮。粗刮的 點(diǎn)是采用長(cháng)刮刀,行程較長(cháng)(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向,成片不重復。機械加工的刀痕刮除后,即可研點(diǎn),并按顯出的高點(diǎn)刮削。當鑄鐵平板表面研點(diǎn)每25mm×25mm上為4~6點(diǎn),表面粗糙度為(Ra2.5-Ra3.2)時(shí)停止粗刮。
2、細刮:細刮 是將粗刮后的高點(diǎn)刮去,其 點(diǎn)是采用短刮法(刀痕寬約6-8mm,長(cháng)10-12mm),研點(diǎn)分散快。細刮時(shí)要朝著(zhù)方向刮,刮完一遍,刮二遍時(shí)要成45度或60度方向交叉刮出網(wǎng)紋。當平均研點(diǎn)每25mm×25mm上為10~14點(diǎn),平面度達到0.01mm/500m㎡,表面粗糙度(Ra1.6-Ra3.2)同時(shí)應兼顧形位差時(shí),即可結束細刮。
3、精刮:在細刮的基礎上進(jìn)行精刮,采用小刮刀或帶圓弧的精刮刀,刀痕寬約(5-7mm,或者 短)平均研點(diǎn)每25mm×25mm上應為20~25點(diǎn),平面度達到0.01mm/500m㎡以下,表面粗糙度為Ra0.8-Ra1.6時(shí)結束細刮。常用于檢驗工具、導軌和緊密工具接觸面的刮削。
4、刮花:刮花的作用一是美觀(guān),二是有積存潤滑油的功能。一般常見(jiàn)的花紋有:斜花紋、燕形花紋和魚(yú)鱗花紋等。另外,還可通過(guò)觀(guān)察原花紋的完整和消失的情況來(lái)判斷平面工作后的磨損程度。
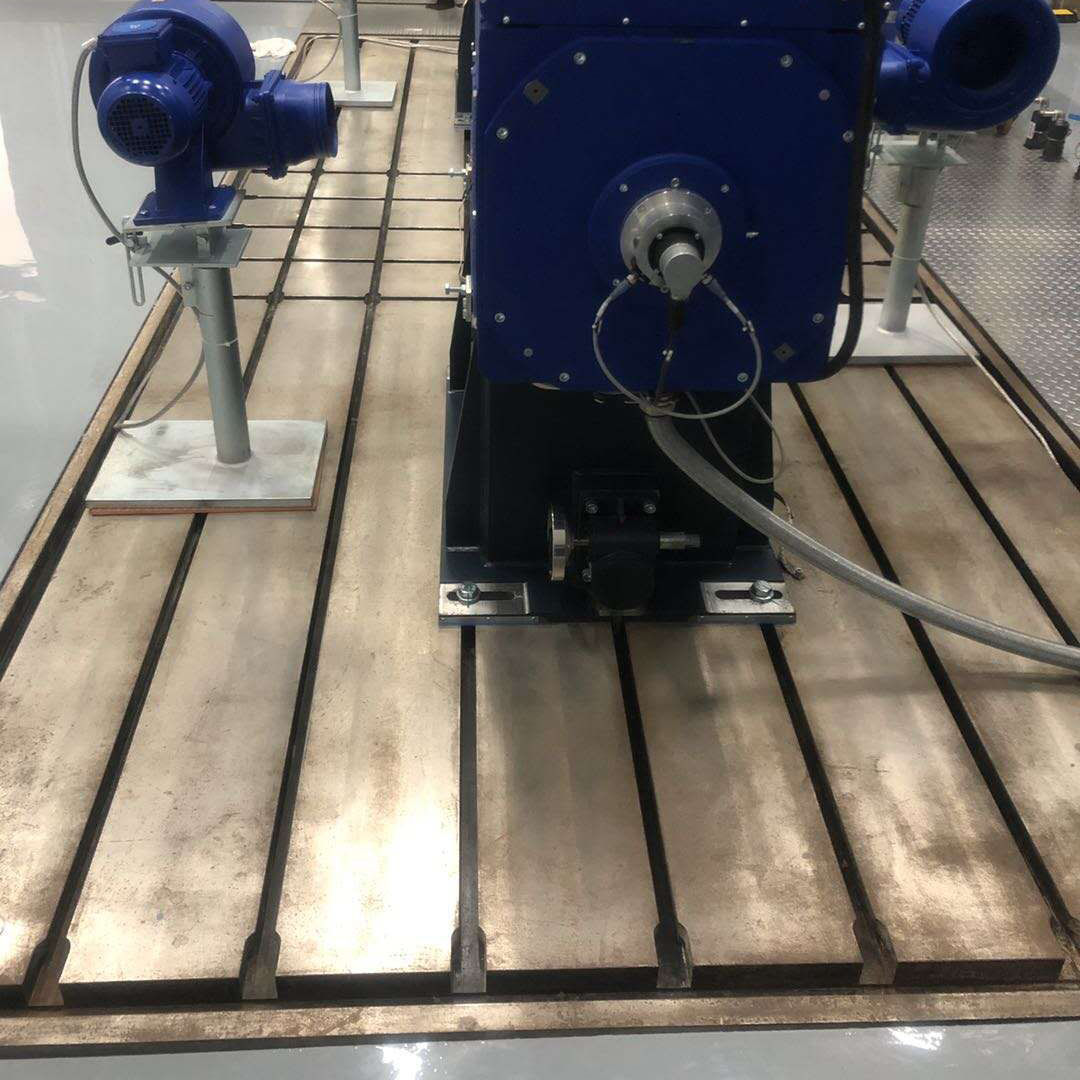
鑄鐵平板是每個(gè)工業(yè)企業(yè)的一種量具,它可以用來(lái),檢驗、劃線(xiàn)、測量、試驗、裝配等等,用途繁多。標準的鑄鐵平板使用方便,工作中起到了事半功倍的效果,減輕了工作的強度

Copyright ? 2023-2024 http://absolutgijon.com All Rights Reserved 滄州華威機械制造有限公司 冀ICP備13008266號-2
